I devoted this page to the fabrication of some random parts. These examples only serve to illustrate a variety of ways to use classical machining techniques. No CNC spoken here. So get out your calipers and micrometer.
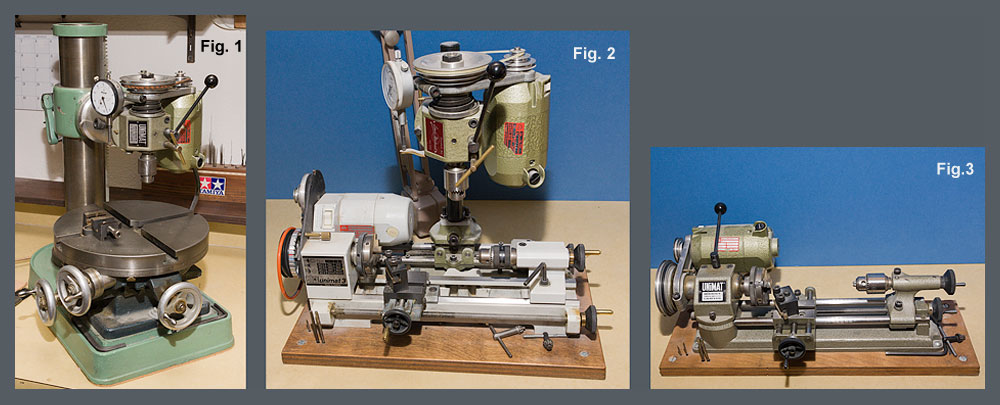
Most of the time, miniature machines are supplied in a very basic form. Frequently, it is helpful to modify these machines to improve their functionality. My vertical mill, Fig. 1, is a case in point. Here, I have used the head of an original Unimat SL mounted on the base of a full sized bench drill press. A rotary milling table serves as the bed. The end result is an extremely rigid setup. Note that a dial indicator has been mounted on the head. Most of my turning is done with the Unimat 3 pictured in Figure 2. I have positioned a Unimat SL behind the Unimat 3. The head of the rear Unimat SL is mounted on the Unimat post affixed to the cross slide. This arrangement of machines allows me to mill and drill on center. I use a spare Unimat SL for turning aluminum and plastic, Fig. 3.
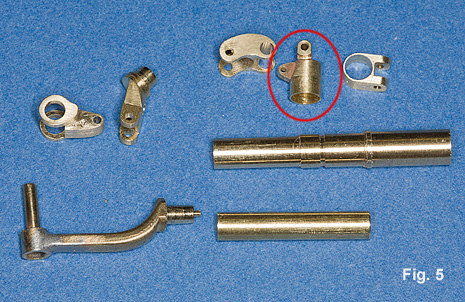
This particular project has to rank as one of the most difficult that I’ve done. In principal, the gear is simply a working parallelogram. However, maintaining the precision of the geometry was very difficult while attempting to duplicate the unique shape of many of the components. For this example, I have selected one of the more seemingly simple components to illustrate a combination of multiple machine processes, Fig. 4, 5.
A piece of brass rod stock is chucked in the lathe and the center spotted prior to drilling, Fig. 6. The hole is then drilled, Fig. 7. The basic outside diameter is established on the lower half below where the dog will take off.
The milling process for the dog begins with the rod still mounted in the lathe, Fig. 9. This insures that everything remains on center. Note that I have modified the lathe to add an indexing plate and lock next to the pulley (outlined in green). The stock is then rotated to mill the shape shown in Fig. 11.
The rod stock is removed from the lathe and mounted in an indexing head to continue milling the final shape of the dog, Fig. 12. The alignment of the part is checked with a square. The width of the dog is established, Fig. 13. This step is done in the mill because it is more rigid and precise. I can also visualize and control the milling better than when mounted in the lathe.
Figure 14 shows the results of the machining processes so far. The actual height of the piece is established on the lathe, Fig. 15. (note: this particular photo was created to simply show this step in the process; it does not have the angled curve that should be present where the dog meets the main body of the cap)
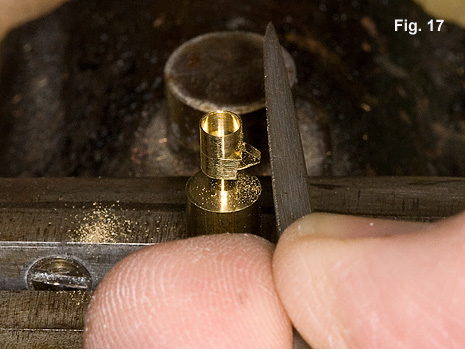
The piece is then brought back to the mill to spot and drill the hole through the dog, Fig. 16. The location of the hole is done by eyeball. The final shape of the dog and clean up of any machine marks are done with a file, Fig. 17. The piece that appears on the top of the cap (seen in Figs. 4, 5) is a separate machining and is not shown here. The other details that appear on the cap are added after the cap is mounted to the gear leg.
Hopefully, what should become apparent is that even though machining techniques are being used, creating one-off parts is not automatic. The process involves a large amount of eyeball and measurement. Essential in the process is the ability to visualize basic shapes and creatively combine various methods of material removal to achieve the desired result.